Equipo automático de la galvanización de la inmersión caliente para los tubos/los tubos
Introducción:
La inmersión caliente que galvaniza es un método eficiente para guardar el metal de la corrosión, los productos ampliamente utilizados en la instalación de la estructura de acero en diversas industrias. Ponga el moho quitó las piezas de acero en caldera líquida del cinc del derretimiento 450℃, hacer que el cinc se adhiere en la superficie de la parte de acero para realizar el metal anticorrosión.
La compañía de Wanxin puede ofrecer a tubería de acero el equipo automático de la galvanización y el servicio de la galvanización colgante general del equipo y “de llavero” de ingeniería. La tubería de acero que el equipo automático lleno de la galvanización puede galvanizar el diámetro externo de la tubería de acero a partir de la pulgada de la 1/2 a 8 pulgadas, sección el equipo colgante de acero de la galvanización puede galvanizar los productos de acero tales como polo ligero, bandeja de cable, barandilla de la carretera, acero del ángulo, haz de H, acero del canal, el tamaño del equipo puede ser modificada para requisitos particulares.
Ahora la compañía de Wanxin puede desarrollar la caldera de cerámica del cinc y el sistema combinatorio de calefacción, que pueden procesar pequeños pedazos como los pernos y las nueces, debajo de 530℃, usando electricidad como medio de calefacción.
La caldera del cinc incluye la caldera de acero general y la caldera de cerámica, sistema de la combustión incluye el sistema de control combinado semiautomático del gas, y el sistema de calefacción especial avanzado internacional de la electricidad de las varillas de calor.
- Especificación técnica principal
- Tamaño aplicable del tubo
- Diámetro interior nominal: Máximo 6" del 1/2 mínimo” –
- Grueso de pared: 1.5m m mínimo – máximo 4,5 milímetros
- Longitud de tubo: los 5-6m (el 1/2”, 3/4") los 4-6m (1" - 6")
| Tamaño nominal |
Peso del tubo |
Capacidad de producción |
| En |
kg/m |
Kg/6.0m |
PC. /hr.approx. |
kilogramos/hr.approx. |
| ″ del 1/2 |
1,22 |
7,32 |
1776 |
13000 |
| 3/4 ″ |
1,58 |
9,48 |
1688 |
16000 |
| 1 ″ |
2,44 |
4,64 |
1092 |
16000 |
| 1-1/4 ″ |
3,14 |
18,84 |
850 |
16000 |
| 1-1/2 ″ |
3,61 |
21,65 |
522 |
16000 |
| 2 ″ |
5,1 |
30,6 |
260 |
16000 |
| 3 ″ |
6,51 |
39,06 |
410 |
16000 |
| 4 ″ |
12,1 |
72,6 |
220 |
16000 |
| 5" |
15,03 |
90,2 |
178 |
16000 |
| 6" |
17,82 |
106,9 |
150 |
16000 |
Nota:
(1) la capacidad se limita dentro de 16000 kg/hr que se basa en la capacidad de calefacción de la caldera.
(2) la longitud del tubo es los 6m.
(3) las figuras antedichas se basan sobre 100% rendimientos laborales.
Algunas clases de escudero y de tubos rectangulares se pueden tratar por esta línea. Pero la línea se debe restringir dentro de 2 tubos, el ratio del lado largo y corto se debe restringir dentro de 1,5 y la dimensión agujereada mínima del tubo debe ser más grande de 25m m.
tubo cuadrado 20*20m m; 25*25m m; 30*30m m; 40*40m m, 50*50m m; 60*60m m; 75*75m m; 80*80m m; 90*90m m; 100*100m m; 120*120m m; 127*127m m
tubo rectangular
13*26m m; 20*40m m; 25*50m m; 30*60m m; 40*80m m; 50*100m m; 60*120m m; 70*140m m; 80*160m m; 50.8*101.6m m
- Método de la galvanización
Tipo seco sistema de la galvanización;
Tubo OD debajo 1-1/2” (1-1/2") incluyendo se procesa con la línea cuádruple manera;
Tubo OD 2" - 4" (4") incluyendo se procesa con la línea doble manera.
El tubo OD 5" y 6" se procesa con la sola línea manera.
- Barrido de exceso de cinc
Exterior del tubo: Por el aire comprimido con soplar externo
Dentro del tubo: Tubo OD el 1/2” y 3/4" por la boca que sopla interna del vapor Over-heated.
Para el OD del tubo sobre 1" (1") técnica que sopla interna incluyendo del enchufe del lancero se adopta para mejorar la calidad de capa interna, el consumo de ahorro del vapor y la disminución de la generación de polvo del cinc.
- Para el servicio del gas y del agua
- Para el propósito general de la estructura
B.S serie de 1387, estruendo ligeros y medios 2441 etc.
La sistema métrico de la medida será aplicada.
Fuente de alimentación: Por la fuente de la ciudad
Fuente primaria: el 380V±5%, 50HZ, 3 fase, fuente del circuito de control: 220V, 50HZ, monofásico, 24V D, C,
El transformador para la bobina del circuito y del solenoide de control será preparado por el vendedor.
Capacidad general: abt. 260KW (planta entera; incluyendo el equipo auxiliar)
Presión: 0.6Mpa (0.5Mpa mínimo en el punto para uso general)
Consumo: 30Nm3/h
Consumo: en la capacidad plena: aproximadamente 1.900.000 Kcal/hr
Gas natural 230Nm3/hr (valor de la combustión del gas natural: 8500Kcal/litre)
En la operación ociosa: aproximadamente 200.000 Kcal/hr
Gas natural: 24nm3/hr
La presión del gas antes de hornillas: 0.4Mpa máximo
- Vapor (recalentado o seco) del vapor
Presión: 1.25Mpa (1.0Mpa mínimo en el punto para uso general)
Temperatura: 275°C
- Galvanizado: aproximadamente 500 g/m2. Por tiempo de inmersión de disminución el galvanizado se puede reducir alrededor de 300 g/m2
- Temperatura ambiente: No menos que 10°C
- Proceso de producción:
Las tuberías de acero son capa conservada en vinagre, doble sucesivamente ácida del flujo y haber secado. Y los tubos entonces secados son sumergidos en baño del cinc sumergiendo la rueda de estrella.
El organigrama de la producción de la tubería de acero negra al tubo galvanizado es como sigue: (Tubería de acero negra)
- Capacidad de producción (ejemplo)
La tabla siguiente muestra los ejemplos de las tasas de producción para cada tamaño de los tubos de B.S. Medium, bajo condiciones favorables.
(4) la inmersión de tiempo es un factor muy grande de la tasa de producción cuando se requiere la capa pesada. La inmersión de hora de conseguir el peso de capa necesario varía principalmente según la composición química de los tubos cuando las condiciones de funcionamiento son lo mismo. La tasa de producción de esos tubos que necesiten un tiempo de inmersión más largo se convertirá más bajo.
(5) la rectitud el doblez de tubos será pequeña tanto cuanto sea posible. Los tubos con el doblez grande no se pueden procesar suavemente en esta planta.
Se recomienda que el doblez de tubos debe ser menos de los 5mm/6m.
- Equipo del tratamiento previo (sistema de la limpieza del lote)
Un paquete de tubos que cargan generalmente cerca de 3 toneladas sucesivamente se limpia
en los tanques de fundición de fundición y 2dos de decapado, 1ros con ácido usando la grúa de arriba del viaje.
No se adopta ninguna agua que aclara tecnología para el consumo de agua de ahorro y facilitar la contaminación del ambiente.
Después de conservar en vinagre los tubos se sumergen en el 1r tanque de fundición (sucio) y después sumergió en el 2do tanque de fundición (limpio). La solución de fundición del 1r y 2do tanque de fundición es junta el convertirse en conectado un sistema de tratamiento de circulación. El flujo de circular el sistema es contenidode 3M3/h.TheFeCl2 en el 1r tanque de fundición será controlado alrededor de 10g por litera y el contenidode FeCl2 de la solución después de regenerar el tratamiento será controlado debajo de 0.5g por litera. Esta solución limpia será bombeada en el 2do tanque de fundición (limpio) y el contenidode FeCl2 en el 2do tanque de fundición será controlado con 1g por litera. La solución será bombeada continuamente en el 1r tanque de fundición (sucio) y después bombeada a la estación de la regeneración. De modo que después de 2da la fundición de la solución que se pega a la superficie del tubo sea muy limpia. Las heces del cinc que generan en el consumo de la caldera y del cinc serán reducidas.
Ha recomendado no utiliza procedimiento de desengrase en este sistema usando ninguna línea del ERW del tubo de aceite. El otro sabio usted tiene que adoptar la medida para tratar la solución de desengrase inútil y aclarar el agua.
El equipo del tratamiento previo consiste en elementos siguientes
- Seis sistemas del tanque del decapado con ácido (fuente de dibujo)
Dimensiones: 8000 (L)×1600 (D)×1500 (W) milímetro
Material: Fibra de vidrio con la estructura de acero suave.
- Sistema dos del tanque de fundición (fuente de dibujo)
- El vagón plataforma para los tubos que llevan lía en/hacia fuera área de alrededor del tratamiento previo del sitio incluido. 2 sistemas
- Área de alrededor del tratamiento previo del sitio incluido. los 30mX12mX7m
- Secado del horno
Después de ser fundida, los tubos se transportan y se secan en el horno de sequía que es calentado por el gas de escape del horno de la galvanización. Consiste en los elementos siguientes:
- Un sistema de la tabla de alimentación.
Material: estructura de acero
- Un sistema del dispositivo de cadena que transmite
- Tres cadenas que transmiten
(2) un sistema de la unidad de impulsión con el motor con engranajes 4KW, que corre paso a paso.
(1) dimensiones del horno (con las placas de la radiación térmica del arrabio): 8500 (L)×9124 (W) milímetro
(2) un sistema del calor-cambiador de la tubería de acero para el aire caliente que sopla el sistema seco.
(3) un sistema del cambiador de calor de acero inoxidable para el aire comprimido caliente usado por soplar interno.
(4) un sistema de la tapadera del hogar (estructura de acero con el material del calor-aislamiento)
(5) un sistema del sistema de circulación y que sopla del aire caliente
Capacidad de circulación de la fan del aire caliente: 6660 NANÓMETRO3/hr
Temperatura: abt. 150°C
Nota: la fundación concreta, los ladrillos rojos y la mano de obra están de fuente del buyer. 1 ingeniero y 3 trabajadores de la habilidad trabajarán para la construcción del horno en sitio.
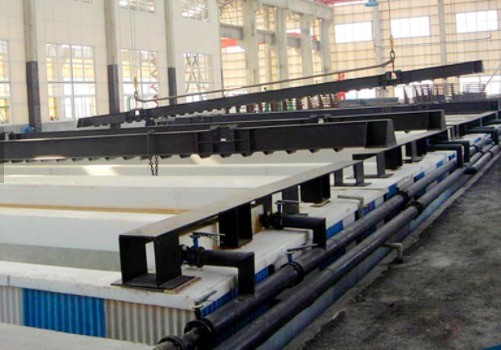
- Equipo de la galvanización
Los tubos pretratados y secados ruedan abajo de secar el horno dos por dos (o cuatro) y consiguen en el espacio del bolsillo de la rueda de estrella de inmersión.
Como la rueda de estrella de inmersión gire gradual, los tubos son sumergidos en el baño del cinc (la temperatura del baño del cinc será 445°C- 455°C) y finalmente girará a la posición del mercado. Entonces los tubos son golpeados con el pie apagado por un dispositivo neumático y caen abajo sobre los estantes de recepción que están instalados en la caldera. Entonces el gancho de izado del tubo activa y una placa de prensa montada en el gancho aprieta al mismo tiempo. Con esta función cuatro los tubos serán ordenados distribuidos en la recepción del borde del gancho y evitar los tubos que se engancharán juntos. Después los tubos serán levantados por los ganchos de izado y pasar correctamente a través de la placa de separación y atados a los surcos de los rodillos magnéticos, que se fijan sobre el baño del cinc.
Mientras que los rodillos magnéticos son conducidos por un motor de la conversión de frecuencia, el tubo es retirado para arriba por los rodillos de la caldera. En el camino de la unidad que se retira, exceso del cinc del exterior del tubo es limpiado apagado por el dispositivo externo-que sopla con de aire comprimido, para conseguir mejor limpiando efecto, diverso tamaño de bocas que soplan se utiliza para hacer juego diverso tamaño de tubos y la presión la compresa que sopla se puede ajustar por una presión ajusta la válvula.
Cuando el tubo alcanza el top de los rodillos que se retiran es desplazado a la estación interno-que sopla por el haz del paso-paseo. Exceso del cinc del interior del tubo es limpiado apagado Explosión-soplando con el vapor recalentado (el 1/2” y 3/4") o enchufe largo del lancero con aire comprimido caliente. El método que sopla interno del enchufe largo del lancero es mejor que el método de la boca que puede ahorrar el consumo del vapor, mejorando calidad de soplar interno y reducir el generar de la cantidad de polvo del cinc. Pero para los pequeños tubos (1//2 o 3/4") si el diámetro interior interno del tubo sin conseguir el tratamiento que quita las rebabas o la oficina de la soldadura no se controla bien. El soplar interno del enchufe largo de la lanza llegará a ser muy difícil. Y el cliente puede la opción una según su condición.
Después de soplar interno, el tubo se transfiere a un haz de la cuna y después se transfiere en el tanque de amortiguamiento.
El sistema consiste en elementos siguientes:
- Horno de la galvanización
(1) horno de la galvanización
(2) dispositivos auxiliares para galvanizar el horno.
Nota: La fundación concreta, los ladrillos rojos y la mano de obra están de la fuente del comprador, 1 ingeniero y 3 trabajadores de la habilidad trabajarán para la construcción del horno en sitio.
- Una caldera de la galvanización
Dimensión: 1800(W)×2910 (D)×8000 (L)×60 (T) milímetro (dentro de dimens eficaces.)
Peso: 37 toneladas.
Material del cuerpo: acero bajo con poco carbono del silicio (acero chino especial para galvanizar).
Parte superior con el marco de acero plano soldado con autógena. Esquinas redondas
Probado ultrasónico, libere de la inclusión, de las impurezas, de la sopladura etc.
- Sistema automático de la combustión
(1) 6 hornillas del pulso y dispositivos auxiliares para la combustión automática
(2) dos sistemas de fans calientes de la recirculación de la llama
Capacidad: 27648 NANÓMETRO3/hr
Motor: 7.5KW
Presión: 96 milímetros (H20),20°C
Temperatura de trabajo: 500~800°C
(el material para el propulsor es aleación de la hola-temperatura)
Si la temperatura de la llama es más baja que 500°C que las fans deben trabajar en de poca velocidad para evitar el motor de la carga excesiva.
(3) dos sistemas del bastidor base de la instalación para las hornillas de la fijación y la fan de la recirculación.
Material: Estructura de acero
(4) fan del aire de combustión
Capacidad: 4500 NANÓMETRO3/hour
Motor: 18,5 KW/2p
Presión: 9000 milímetros (H20),20°C
(5) sistema de vigilancia automático del encendido y del apagado.
(6) dos termopares instalados en la caldera para supervisar la temperatura del derretimiento del cinc en la caldera y dos otras instalado en el horno para supervisar la temperatura de la llama en el hogar de horno.
Material: Bolso de acero, que encajona suave: La aguja de Tetron sentía
supervisión de la diferencia de la presión.
- Fan de la succión
- Capacidad: 43000 nanómetro3, presión: 200milímetros(H2O), N=27KW
- Sistema del conducto
- Equipo auxiliar
- Dos sistemas de la bomba del cinc
- Motor: 5,5 KILOVATIOS
- Un sistema del cubo del gancho agarrador de las heces del cinc
- Sistema de la extracción para el humo inútil del horno de la galvanización
(1) conducto: Material: Estructura de acero
(2) material de la chimenea: Estructura de acero
(3) fan
Capacidad: 3160 NANÓMETRO3/hr
Presión: 106 milímetros (H2O)
Motor: 2,2 KILOVATIOS
- Sistema de control eléctrico
La instalación de galvanización será construida para hacer control automático. El sistema consiste en los seguidores:
- 3 sistemas del panel de la fuente de alimentación.
- Un sistema del panel de control principal de P.L.C
- Un sistema del escritorio de control principal
- Un sistema de la parada del control para la sección del poste-tratamiento
(1) SE de la caldera de vapor 1
Capacidad: 3 toneladas/hora
Presión: 1.25Mpa
Temperatura 275Oc
(2) sistemas del compresor de aire 4
Q=13.3Nm3/min
P=0.8Mpa
N=75Kw
- Observaciones para la oferta técnica
- Todos los componentes eléctricos y motores son marca de Schneider;


 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!